Yesterday's bench session centred on the connecting rods, cylinders, slide bars and cross heads.
When I came to try the connecting rods I found that on these the holes are etched slightly over size even without taking out any etching cusp which would probably wear away quite quickly. The answer was to use a bit of brass tube that fit snugly over the crank pin bush to create a bush. I reamed out the con rods to take the outside diameter of the tube, cut a couple of short lengths end ensuring that one end of each piece was flat. I place the piece flat side to the face side on the con rode and soldered it in from the rear. I then filed the rear smooth.
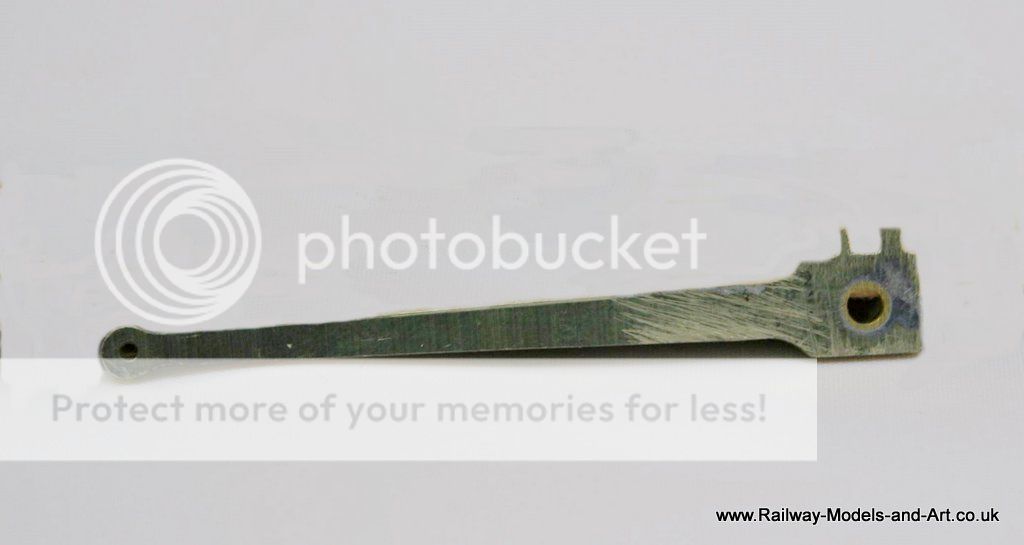
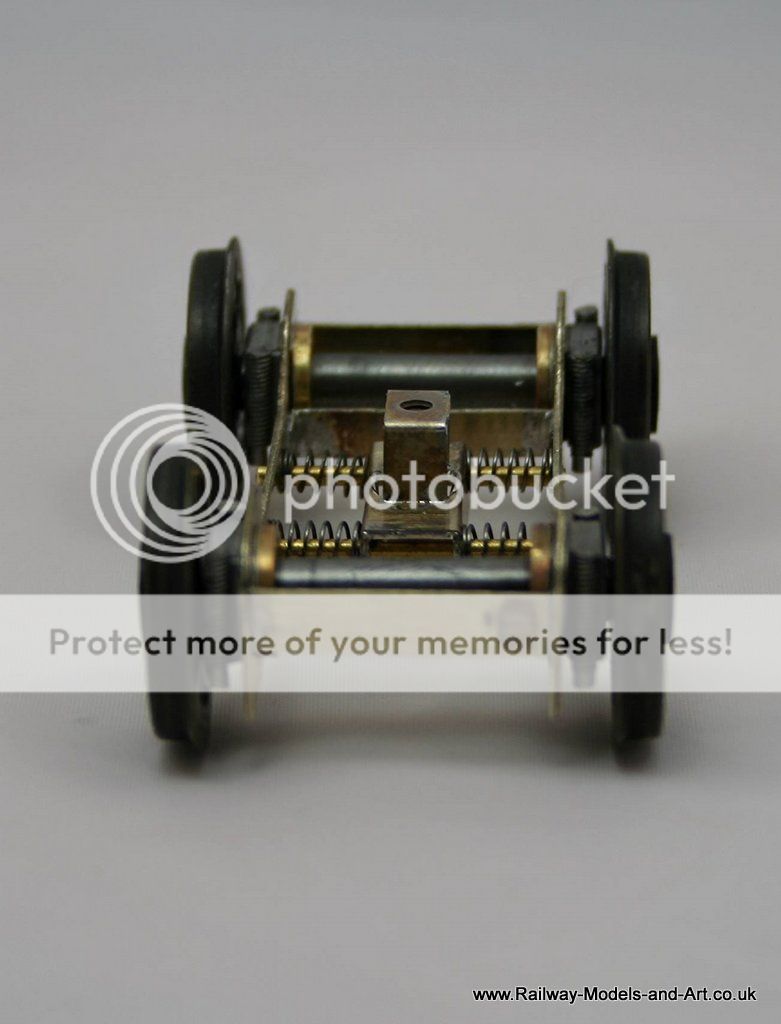
Next up I cleaned up and straightened the slide bars and piston rods etc. to get a nice clean smooth sliding fit. To be honest although it took a couple of hours, it was more tweaking to straighten the various bits than filing much off. Although I did go over the sliding bits with fine well used wet and dry to polish them at the end.

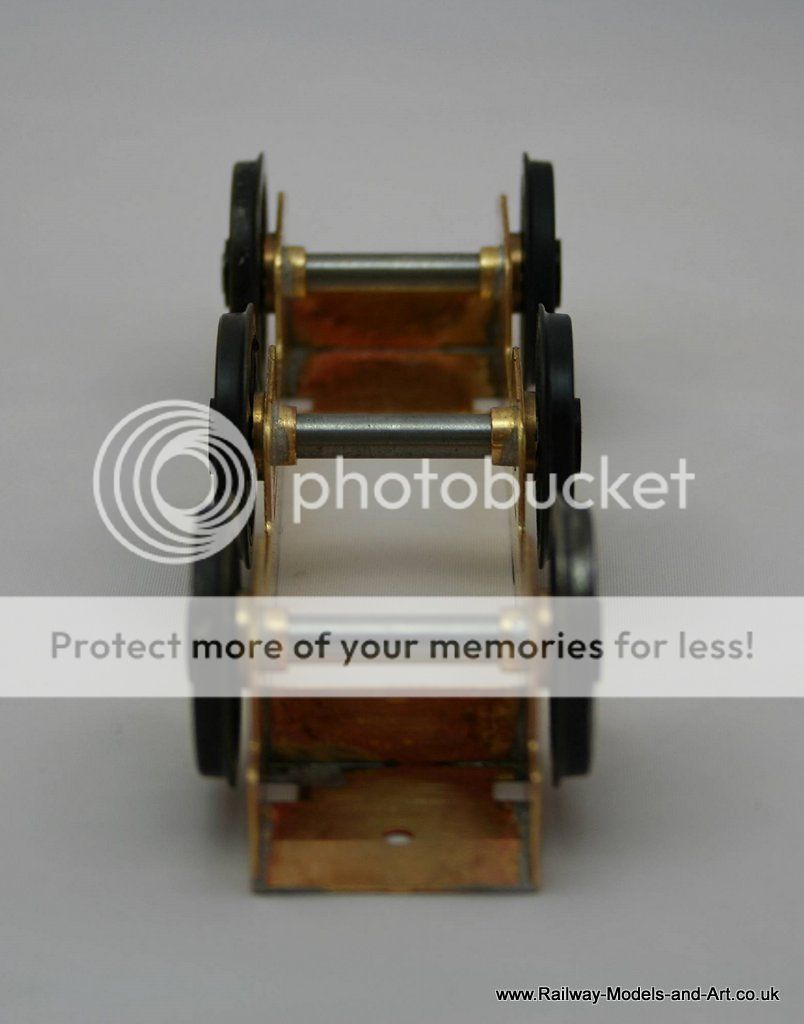
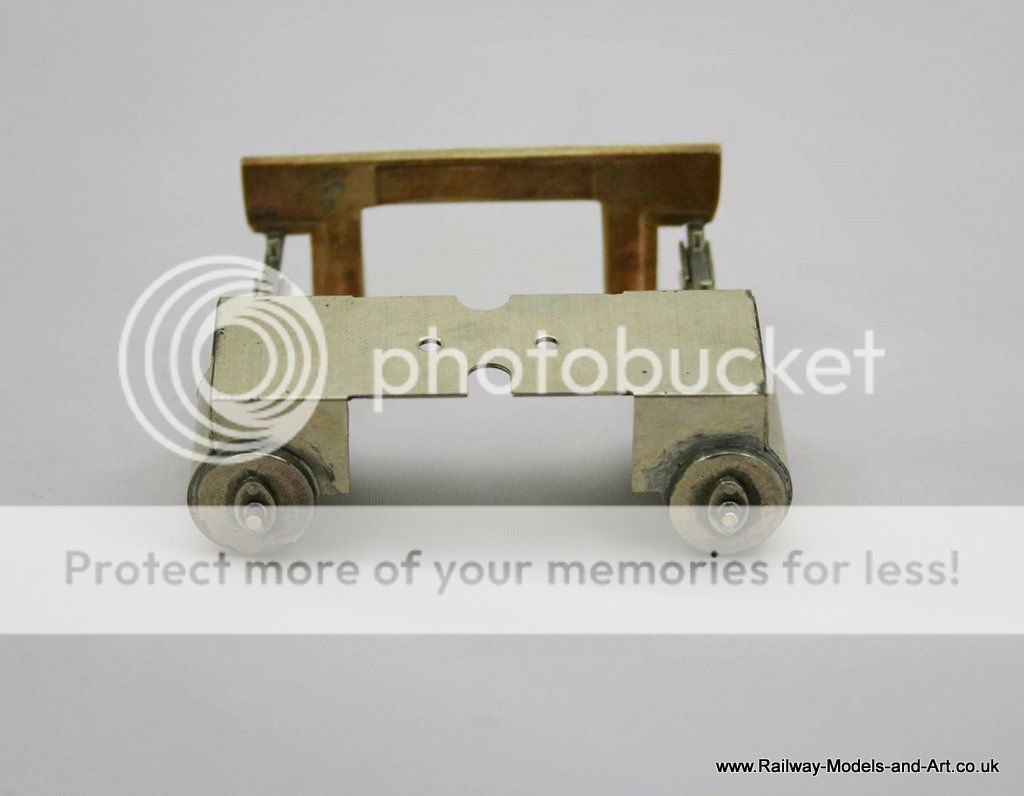
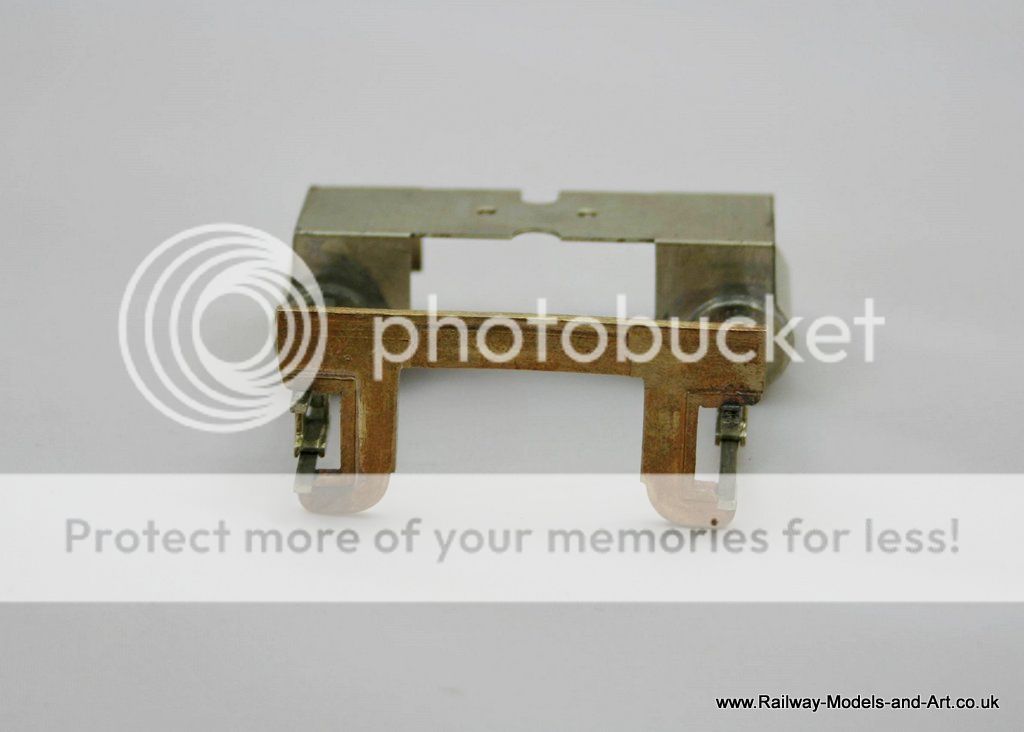
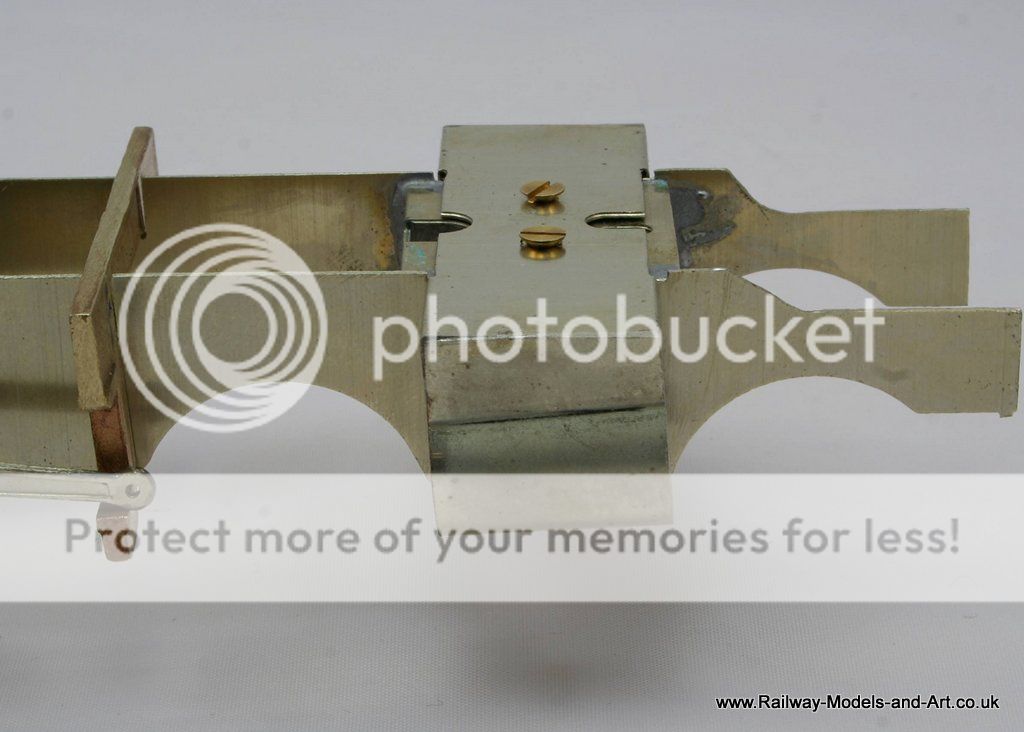
Then I did the same with the motion bracket. The kit is designed so that it just sits in the frames and once the slide bars are attached it allows the cylinders and motion to be removed as a single unit. It required a bit of straightening and bit of filing to get it to sit over the frames without pinching them.
I note from the photo that there still appears to be a slight bend in the middle, but its a nice fit so I am not inclined to upset that by attempting further straightening where it won't be seen.
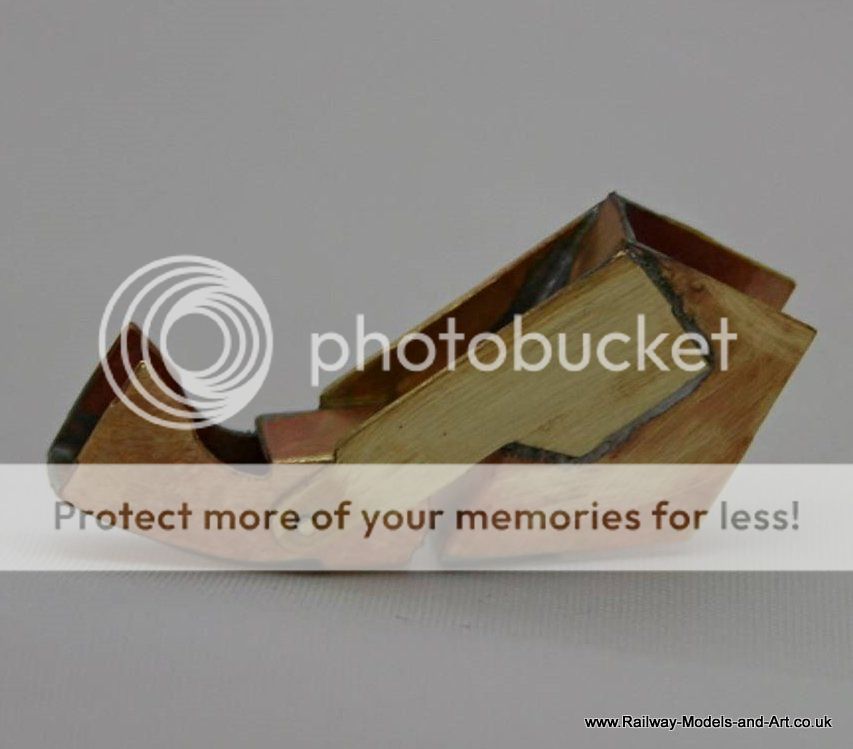
Last but not least was fitting the cylinder covers. This is always an interesting challenge, made even more interesting in this case by the slope of the cylinders. The instructions advise that the covers have been made over size to allow fitting and filing back. They are, but only just and another millimeter on the overall width would have made the job so much easier. There is talk about annealing for such bends but since the covers are half etched and like many tasks was much easier in the doing than the thinking about before hand.
The hardest bit was holding it all in place once shaped to solder it. I prefer to use the microflame to solder where possible and I made much use of four pairs of self locking tweezer to hold one side in place before adding flux, a short length of 145 solder and applying the flame. This was repeated and the first cover was nicely in place just needing the overlaps fining off.
Maybe I was getting complacent or perhaps it was because it was about quarter past eleven last night, but the second one fought back. Each time I soldered one section another bit came loose, That's despite having lot's of clamps in place but I got there in the end.
Despite the soldering problems with the second one it was still much easier to do in practice than I had built it up to be in my mind before starting the job.

The length of the covers also fall short of going right round the cylinder. I was tempted to put in a bit of scrap to fill the gap but having read the various notes on clearance at the back of the cylinder I will leave that until I have tested it.