Do I see a machine tool as well, rather than the big chisel Graeme?
Like everyone else I am in awe of this standard of work in 2mm.
I think Manna's comment says everything.
Thank you Tim.
John
Copenhagen Fields & TFW’s workshop
Moderators: 52D, Tom F, Rlangham, Atlantic 3279, Blink Bonny, Saint Johnstoun, richard
-
nzpaul

- LNER Thompson B1 4-6-0 'Antelope'
- Posts: 610
- Joined: Sat Sep 24, 2011 11:48 am
- Location: New Zealand
Re: Copenhagen Fields & TFW’s workshop
I'm so glad that you included your finger in the photos, just reminding us all how huge a B3 really is...... 
Cheers
Paul
Cheers
Paul
-
Tim Watson
- GER D14 4-4-0 'Claud Hamilton'
- Posts: 310
- Joined: Mon Oct 24, 2016 11:37 am
Re: Copenhagen Fields & TFW’s workshop
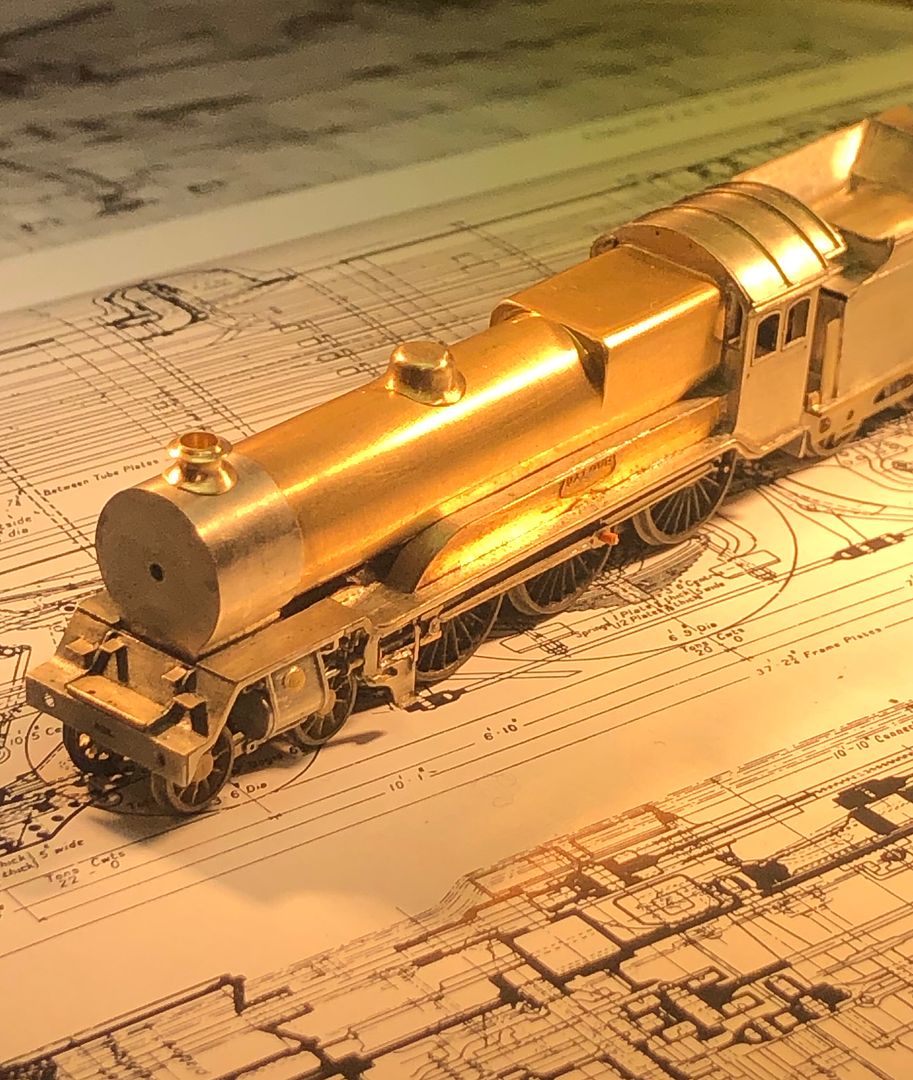
I couldn’t go for much longer with Valour looking like a fire less engine so I have made the chimney and dome.
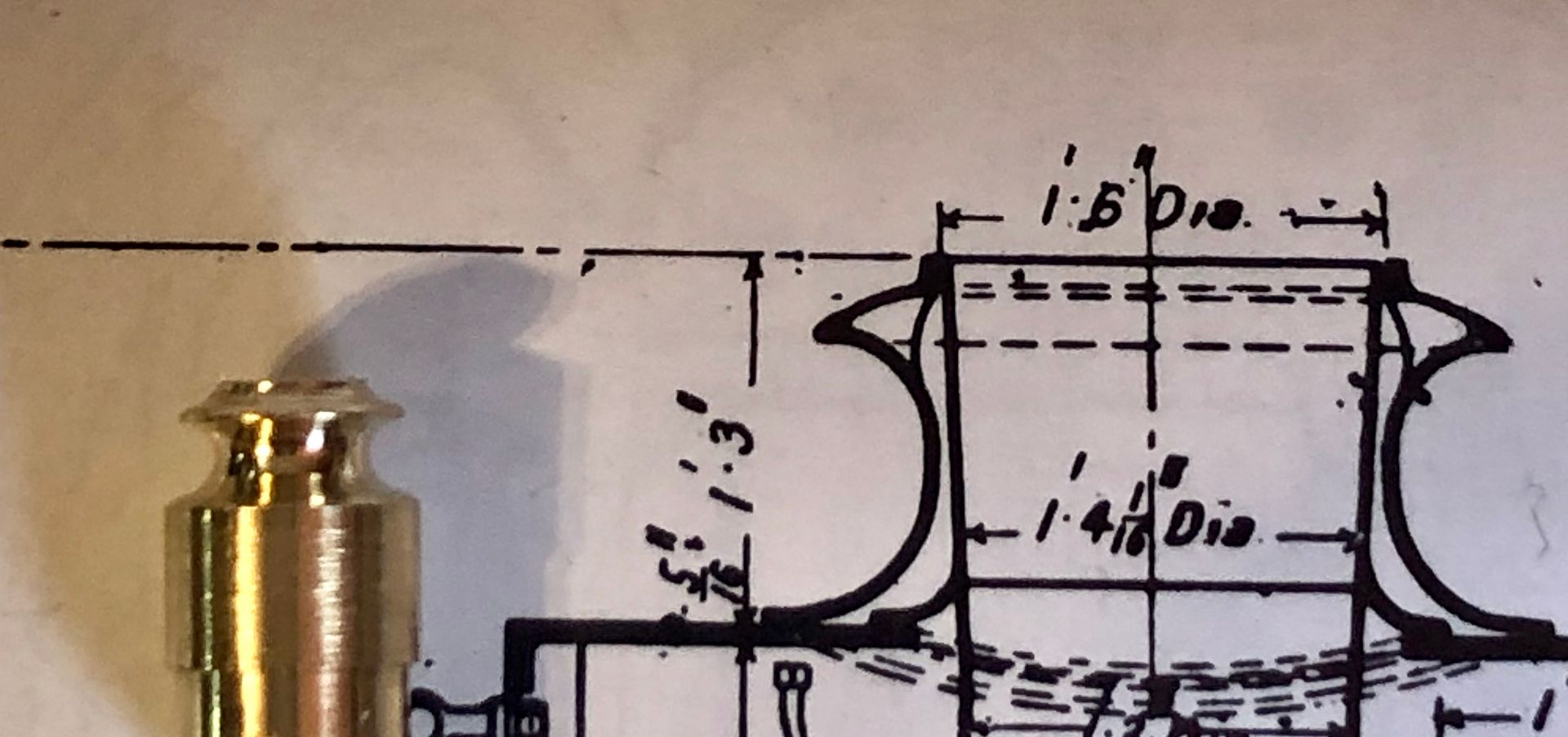
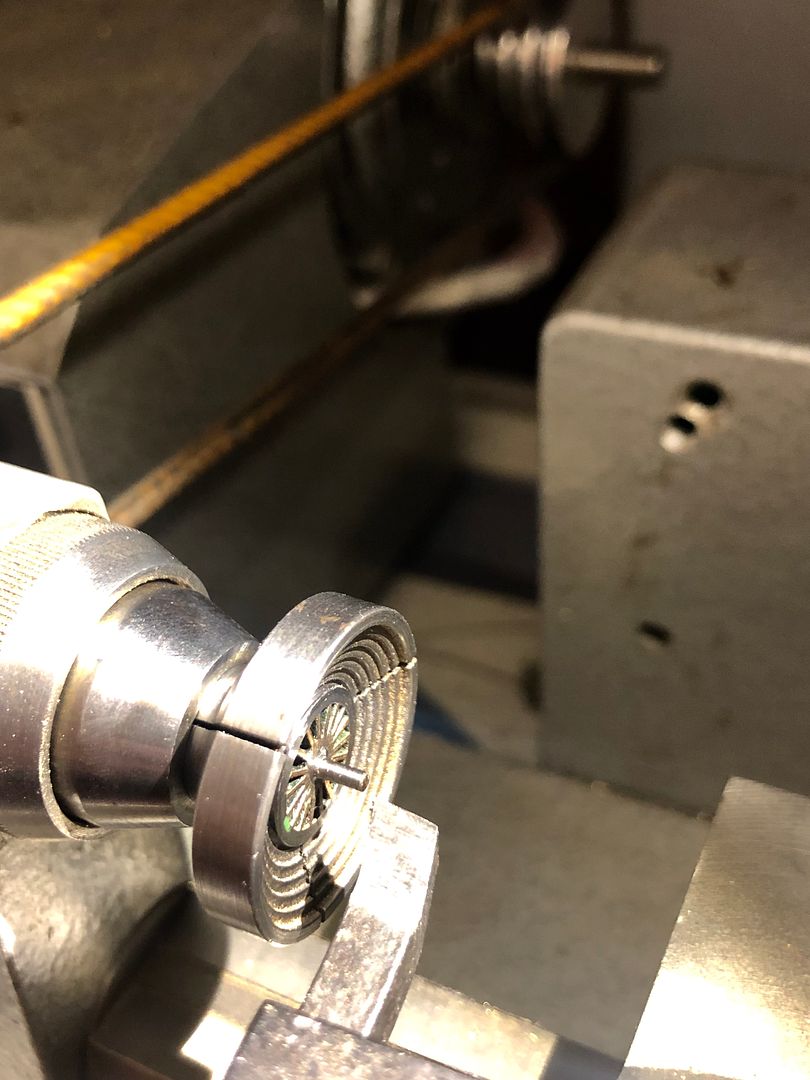
A sketch is made of the critical dimensions (from works drawings) and then a piece of brass roughed out to this size with a correct diameter hole down the middle. The rough shape was introduced using a graver by hand, rather like wood turning.

The smoother curves were made using a fine round file. Note the little finger rest upon the tool rest and the file held with a light pen grip.
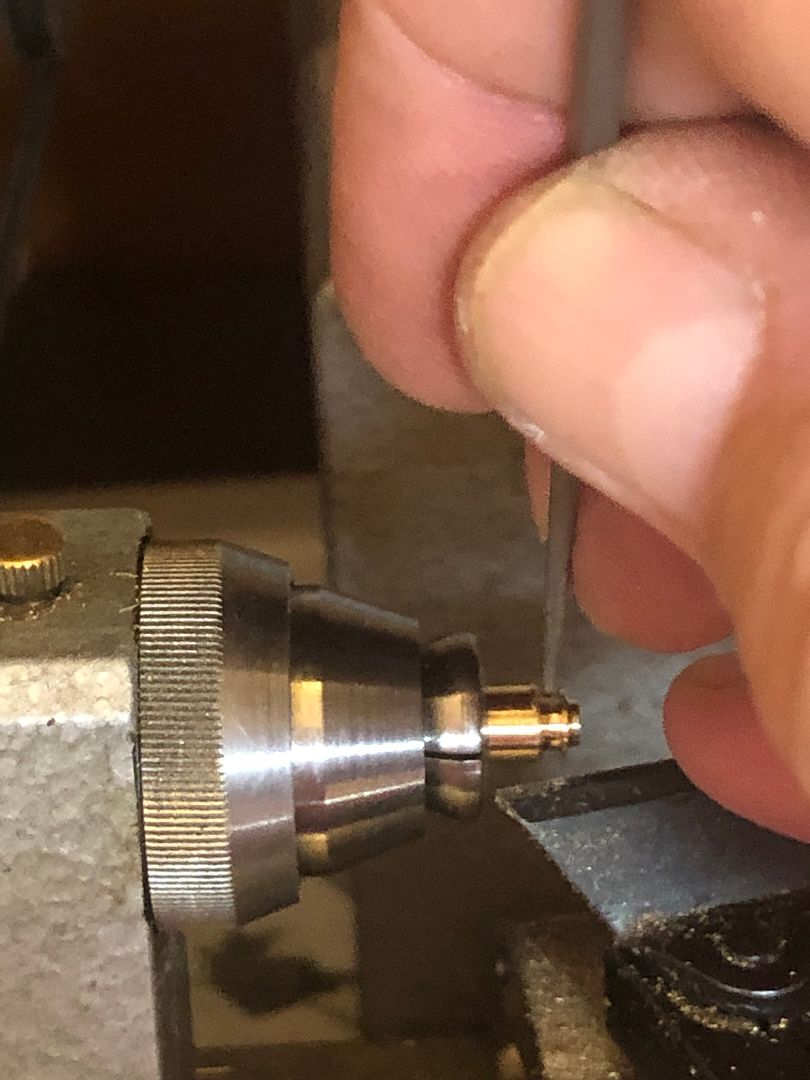
The shape was checked against the drawing and photos.
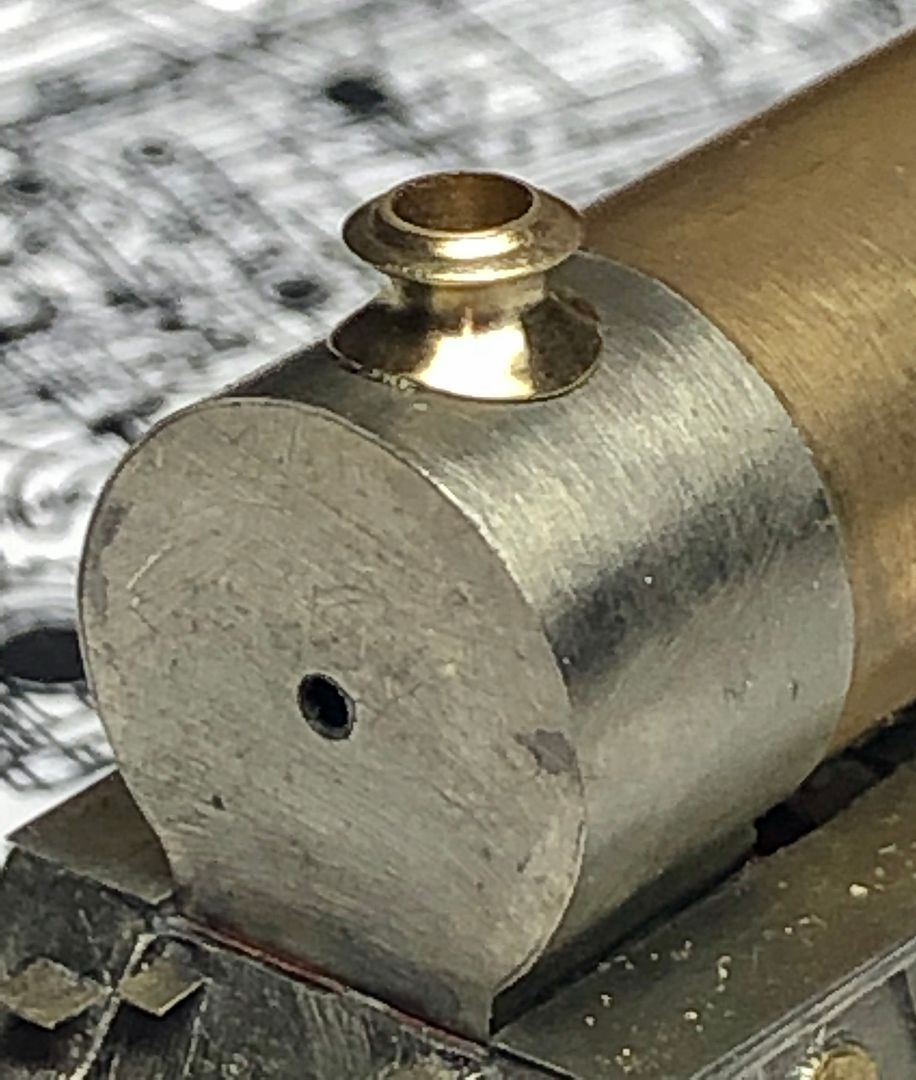
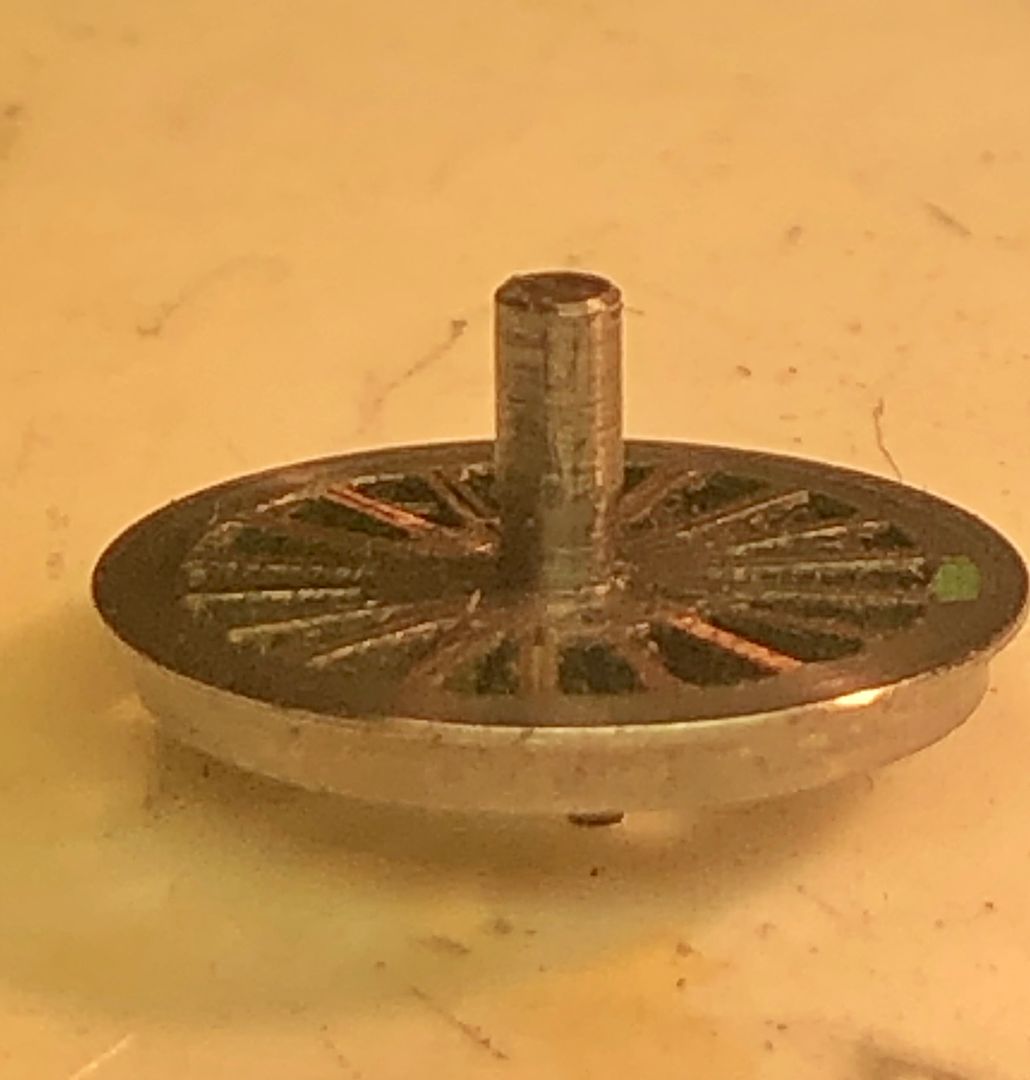
The underside of the chimney was left overlong, on parting off, so that the smoke box shape could be ground into it. When this was nearly correct the chimney was rubbed up and down some Micro Mesh abrasive cloth at the correct diameter on a rod to develop a good seating for the fitting.

This then leaves a boiler fitting with ‘padded shoulders’.

These were ground off using a pink stone in my Dremel-like hand piece and fine files / abrasives.
The chimney and dome are both ‘full fat’ Robinson fittings with some quite interesting curves.
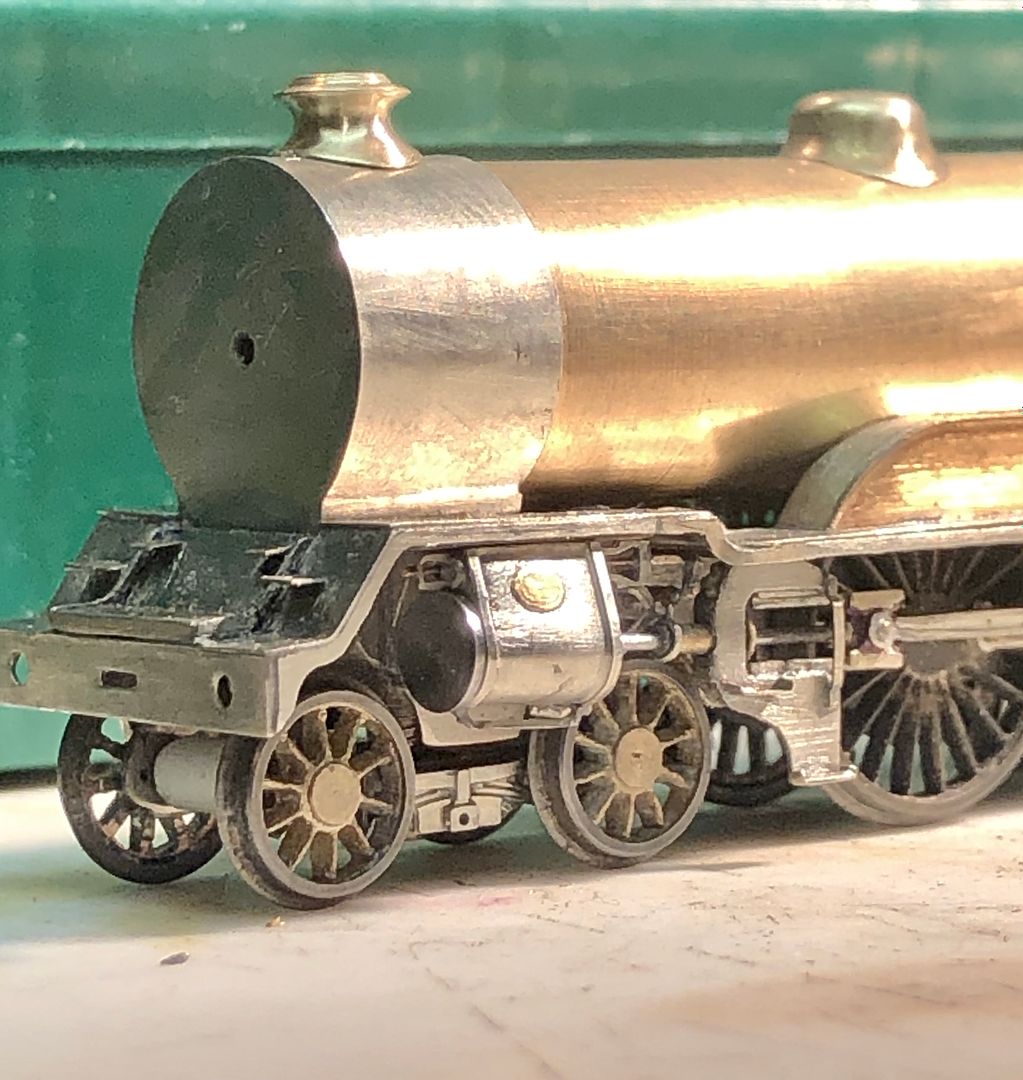
Valour is now looking much better balanced, but of course the fitting that will make a huge difference will be the smokebox door.
There are many ways of making boiler fittings, but this is the way I have preferred to make them rather than the ‘thinning the base and bashing technique’ favoured by some.
Tim
A sketch is made of the critical dimensions (from works drawings) and then a piece of brass roughed out to this size with a correct diameter hole down the middle. The rough shape was introduced using a graver by hand, rather like wood turning.

The smoother curves were made using a fine round file. Note the little finger rest upon the tool rest and the file held with a light pen grip.

The shape was checked against the drawing and photos.

The underside of the chimney was left overlong, on parting off, so that the smoke box shape could be ground into it. When this was nearly correct the chimney was rubbed up and down some Micro Mesh abrasive cloth at the correct diameter on a rod to develop a good seating for the fitting.

This then leaves a boiler fitting with ‘padded shoulders’.

These were ground off using a pink stone in my Dremel-like hand piece and fine files / abrasives.

The chimney and dome are both ‘full fat’ Robinson fittings with some quite interesting curves.

Valour is now looking much better balanced, but of course the fitting that will make a huge difference will be the smokebox door.

There are many ways of making boiler fittings, but this is the way I have preferred to make them rather than the ‘thinning the base and bashing technique’ favoured by some.
Tim
-
drmditch
Re: Copenhagen Fields & TFW’s workshop
This is magnificent and inspirational.
Please may ask about the lathe you use; what and how large it is?
Shows up the rest of us who merely hunt around for parts that someone else has made!
Please may ask about the lathe you use; what and how large it is?
Shows up the rest of us who merely hunt around for parts that someone else has made!
-
Tim Watson
- GER D14 4-4-0 'Claud Hamilton'
- Posts: 310
- Joined: Mon Oct 24, 2016 11:37 am
Re: Copenhagen Fields & TFW’s workshop
The lathe is a little watchmakers 8mm collet lathe made by CZ in East Germany, many years ago, as a copy of the Swiss types. It is useful for small stuff, but fittings like these could be made on any machine. The precision is derived from accurate measuring, rather than the instrument itself.
The boiler was turned on a Myford 254 and firebox machined on a John Stevens watchmakers mill drill. I am very lucky to have good tools and only ever use best quality Swiss Valorbe files.
Tim
The boiler was turned on a Myford 254 and firebox machined on a John Stevens watchmakers mill drill. I am very lucky to have good tools and only ever use best quality Swiss Valorbe files.
Tim
-
Atlantic 3279

- LNER A4 4-6-2 'Streak'
- Posts: 6537
- Joined: Fri Jun 26, 2009 9:51 am
- Location: 2850, 245
Re: Copenhagen Fields & TFW’s workshop
CZ? Not code for Carl Zeiss by any chance? Optical manufacture and watchmaking seem reasonably compatible elements in a business.
Most subjects, models and techniques covered in this thread are now listed in various categories on page1
Dec. 2018: Almost all images that disappeared from my own thread following loss of free remote hosting are now restored.
Dec. 2018: Almost all images that disappeared from my own thread following loss of free remote hosting are now restored.
Re: Copenhagen Fields & TFW’s workshop
I remember CZ as a manufacturer of basic motorbikes, They were typical utilitarian East German.Atlantic 3279 wrote: ↑Thu Oct 03, 2019 8:57 am CZ? Not code for Carl Zeiss by any chance? Optical manufacture and watchmaking seem reasonably compatible elements in a business.
-
Tim Watson
- GER D14 4-4-0 'Claud Hamilton'
- Posts: 310
- Joined: Mon Oct 24, 2016 11:37 am
Re: Copenhagen Fields & TFW’s workshop
Apologies, my memory played tricks. The manufacturer was Prazimat. They used to be based at Elstree and were seen as a way of getting western currencies into the DDR.



Impressively large range of collets and fixtures, 90% of which I do not use. The original wiring was 1970s GCE standard and the motor useless. It was rebuilt with a Cowells motor and control gear.
Tim



Impressively large range of collets and fixtures, 90% of which I do not use. The original wiring was 1970s GCE standard and the motor useless. It was rebuilt with a Cowells motor and control gear.
Tim
-
john coffin
- LNER V2 2-6-2 'Green Arrow'
- Posts: 1090
- Joined: Mon Sep 19, 2011 12:24 am
Re: Copenhagen Fields & TFW’s workshop
beautiful work as usual Tim,
I like your method, though wonder if the old fashioned way of "fly cutting" might be more effective.
Basically using a rotating cutter set at the right radius working through a static piece.
As for CZ, whilst what we got in the UK was a basic motorcycle at the beginning, like the JAWA and MZ,
they were actually developed into pretty sophisticated racing machines, Jawa engines are still the basis
of much speedway riding, in design if not in manufacture, whilst CZ were for years a top motocross machine
winning many world championships. MZ, being East German were slightly different, but their technology lead
to the success of Japanese two stroke machinery.
As for the other parts of the business, CZ were a large scale manufacturer with a good reputation.
I certainly though had not heard of the Prazimat, but it too looks more effective than the infamous
NEAROK, which as can be understood was an early attempt by people to market Korean machine tools here.
It is sometimes forgotten that in the 20's to 30's, Check and Polish companies produced some of the most
advanced machinery in the world. and invented the ENIGMA machine.
Love the engine growing into a miniature masterpiece with the attachment of just those parts.
Paul
I like your method, though wonder if the old fashioned way of "fly cutting" might be more effective.
Basically using a rotating cutter set at the right radius working through a static piece.
As for CZ, whilst what we got in the UK was a basic motorcycle at the beginning, like the JAWA and MZ,
they were actually developed into pretty sophisticated racing machines, Jawa engines are still the basis
of much speedway riding, in design if not in manufacture, whilst CZ were for years a top motocross machine
winning many world championships. MZ, being East German were slightly different, but their technology lead
to the success of Japanese two stroke machinery.
As for the other parts of the business, CZ were a large scale manufacturer with a good reputation.
I certainly though had not heard of the Prazimat, but it too looks more effective than the infamous
NEAROK, which as can be understood was an early attempt by people to market Korean machine tools here.
It is sometimes forgotten that in the 20's to 30's, Check and Polish companies produced some of the most
advanced machinery in the world. and invented the ENIGMA machine.
Love the engine growing into a miniature masterpiece with the attachment of just those parts.
Paul
-
Tim Watson
- GER D14 4-4-0 'Claud Hamilton'
- Posts: 310
- Joined: Mon Oct 24, 2016 11:37 am
Re: Copenhagen Fields & TFW’s workshop
Fly cutting is not old fashioned, Paul, it’s just that by the time I’ve set it all up to do it I can grind & file out the fit surface on a 2mm scale boiler fitting. Holding the workpiece for fly cutting at this size is not simple, either.
Tim
Tim
-
john coffin
- LNER V2 2-6-2 'Green Arrow'
- Posts: 1090
- Joined: Mon Sep 19, 2011 12:24 am
Re: Copenhagen Fields & TFW’s workshop
Tim,
considering your skillsets, you talk about finding something not so simple!!!!!!
As always I applaud how you manage to get such tiny engines to have so much detail
that does not look overwhelming and over the top is not "SIMPLE"
hope you are well, we should touch base again soon.
Paul
considering your skillsets, you talk about finding something not so simple!!!!!!
As always I applaud how you manage to get such tiny engines to have so much detail
that does not look overwhelming and over the top is not "SIMPLE"
hope you are well, we should touch base again soon.
Paul
Re: Copenhagen Fields & TFW’s workshop
CZ is also Czechoslovakian firearm maker. It is short for Čzub which is the actual company name. I work with a Czech colleague who is CZ trained gunsmith. A useful guy to know come the revolution 
Fantastic work Tim. I have been following your build of Valour with real interest. I also have a Stevens mill and what beautiful little machines they are too.
Looking forward to the next update...
Cheers...Morgan
Fantastic work Tim. I have been following your build of Valour with real interest. I also have a Stevens mill and what beautiful little machines they are too.
Cheers...Morgan
-
Tim Watson
- GER D14 4-4-0 'Claud Hamilton'
- Posts: 310
- Joined: Mon Oct 24, 2016 11:37 am
Re: Copenhagen Fields & TFW’s workshop
The GNR N2 failed to proceed on Copenhagen Fields at the Fareham show last weekend. It was made by the great Denys Brownlee and has run for 30 years, probably covering many hundred of real miles in that time.

It is very rare for me to have two engines on the go at once, but I thought this deserved a ‘12 hour chassis’ - so it jumped the queue.
On examination, I found that the 1/16” axles were worn by 0.1mm.
They were put in a step collet and have been re-profiled to 1.5 mm diameter.

On looking closer I also noted significant wear on the coupling rod pins. Denys had used remarkably thin (for him) steel for the rods and it had ‘cut in’.

The original chassis has been made with brass frames and tapped acetal spacer blocks. The frames were separated from the blocks and one was sweated to two pieces of brass to act as a pattern for the replacement chassis.

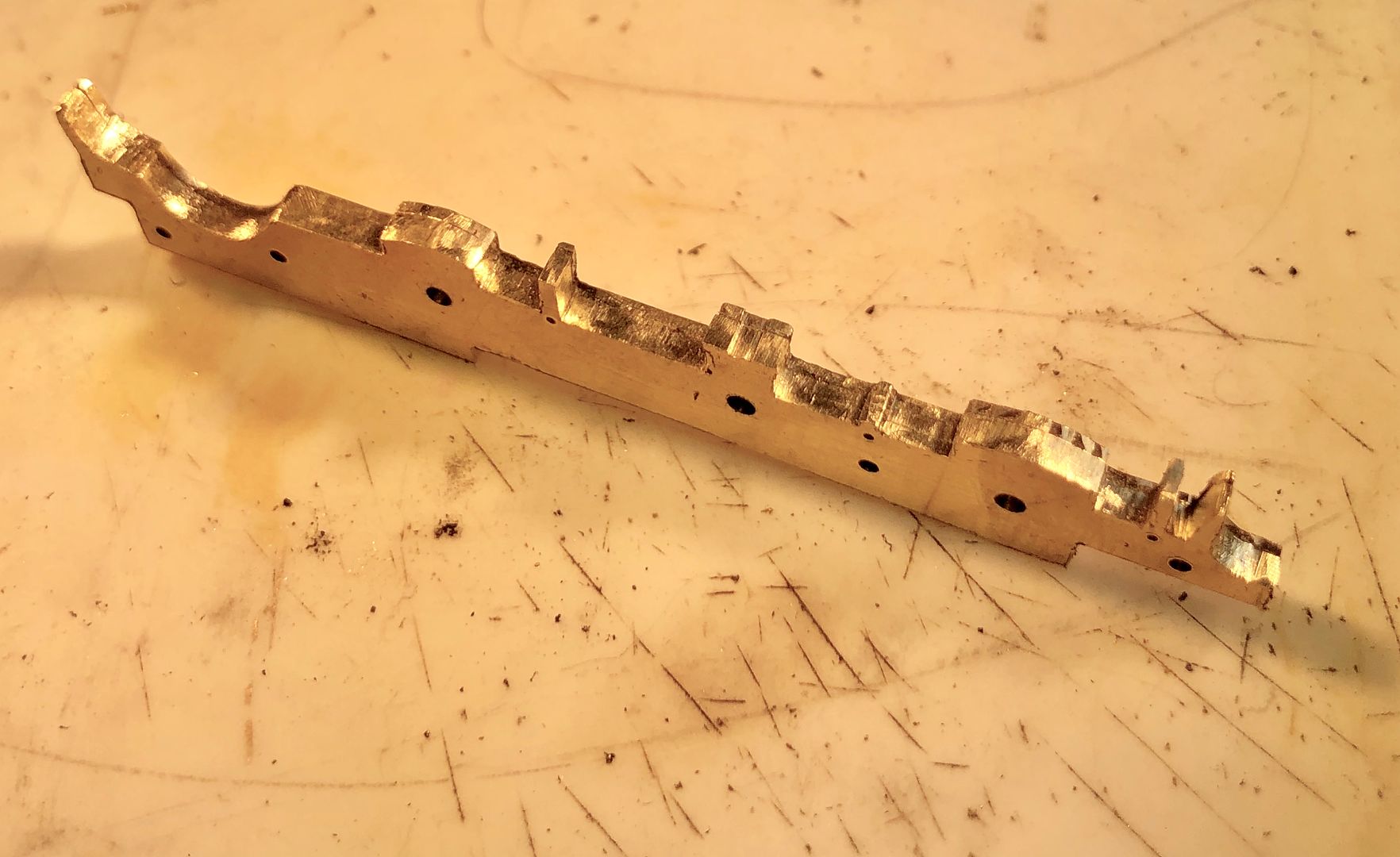
The old holes were located using an equivalent size drill upside down as a plug fit in the drill press, with the frames held accurately in a vice on the X - Y table of my mill - drill. Once the location was correct, the drill was used correct way up to make the hole. The axle holes were drilled by dead reckoning, using the table to set the coupled wheelbase.
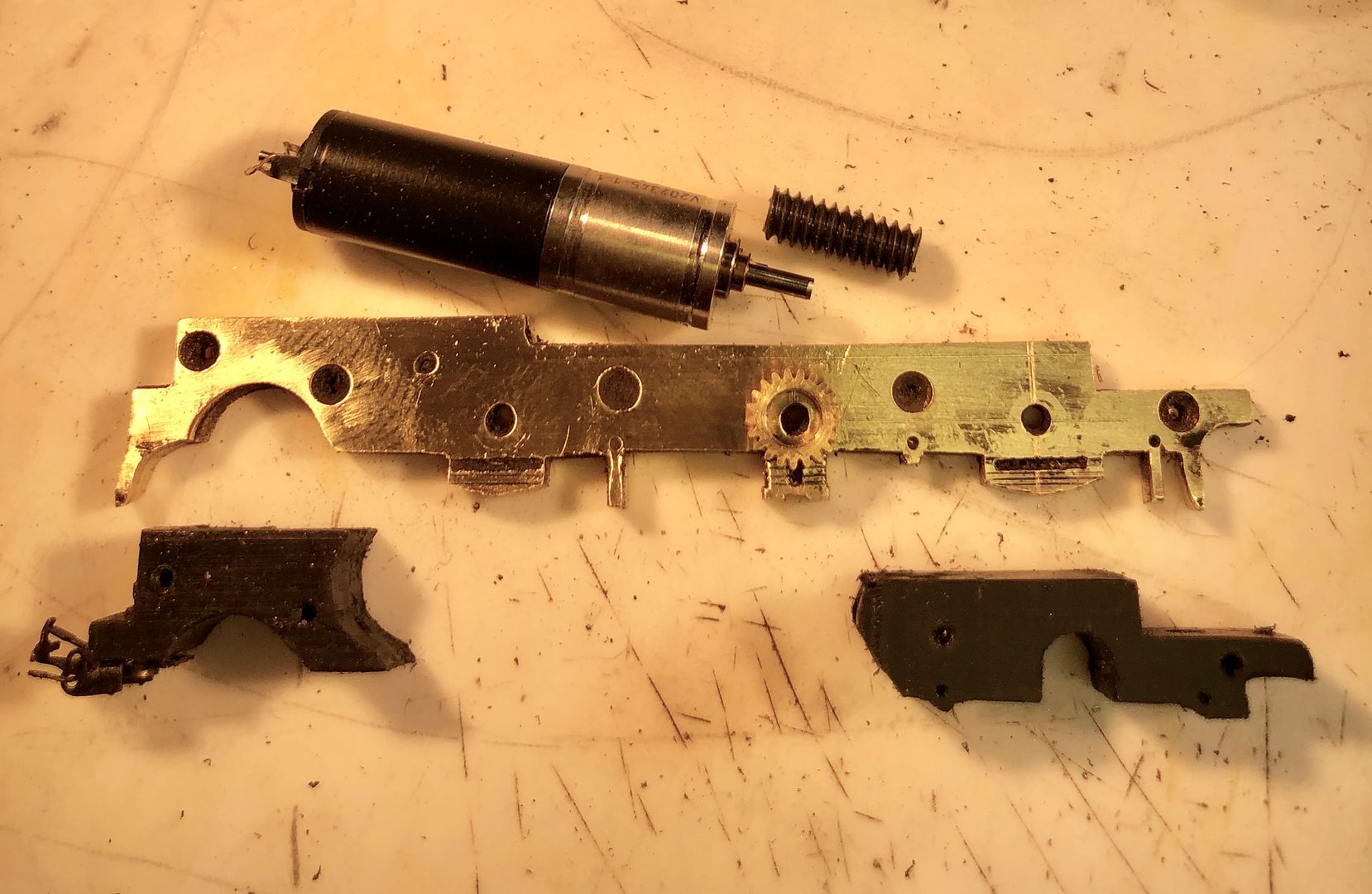
Once all the holes were made, the new chassis was filed up to shape using the old one as a pattern: the image shows the three pieces still sweated together.
I was able to use quite a lot of Denys’ original chassis components, although the drive system will be quite different, with a Maxon motor and 1:4 gearbox driving onto a 21:1 worm & worm wheel.
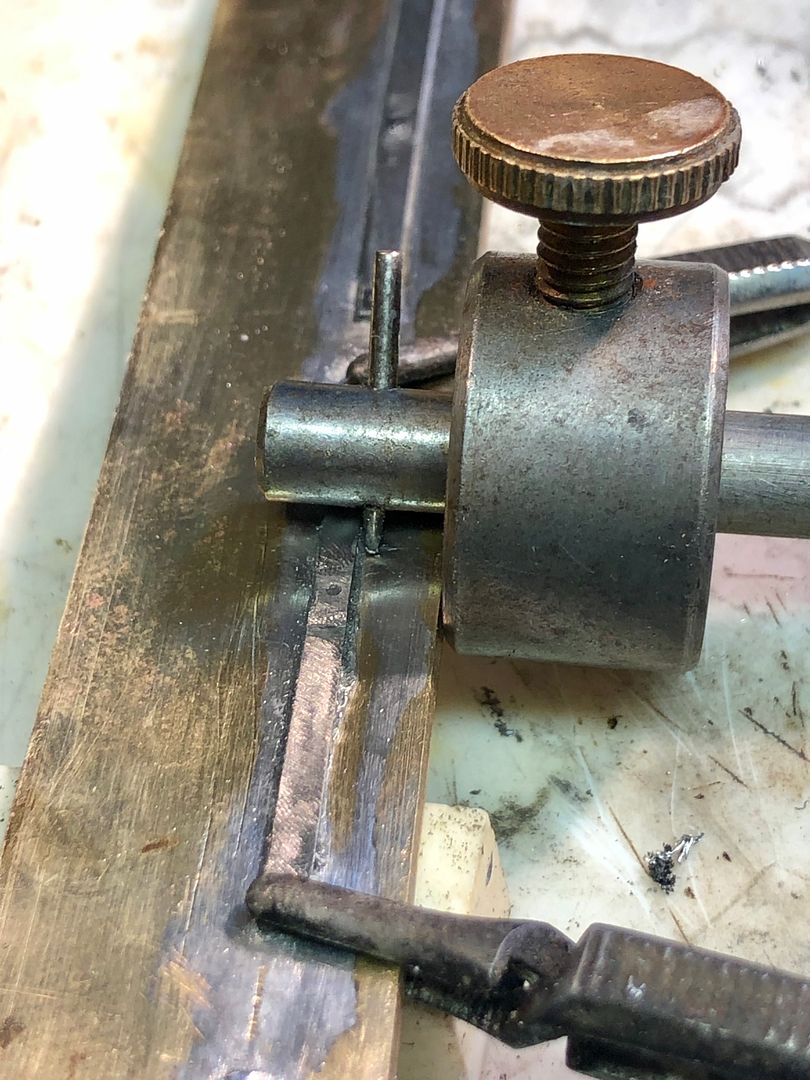
The coupling rods were made from two quite thick steel blanks sweated together with the holes again drilled by dead reckoning in the mill / drill. These were soldered to a 1/2” x 1/6” thick steel strip, taking care to make sure that they were parallel with one edge. This was achieved by tinning the components, holding them in place with some clips and then using a miniature marking gauge to nudge them parallel with the edge. A quick flash with the blow torch and liquid flux melted the solder to attach them to the brass.
The area between the bearings was thinned down using the brass strip to hold the rods in the vice and then draw filed to make a flat surface. The raised bearing areas help to stop the fluting extending.
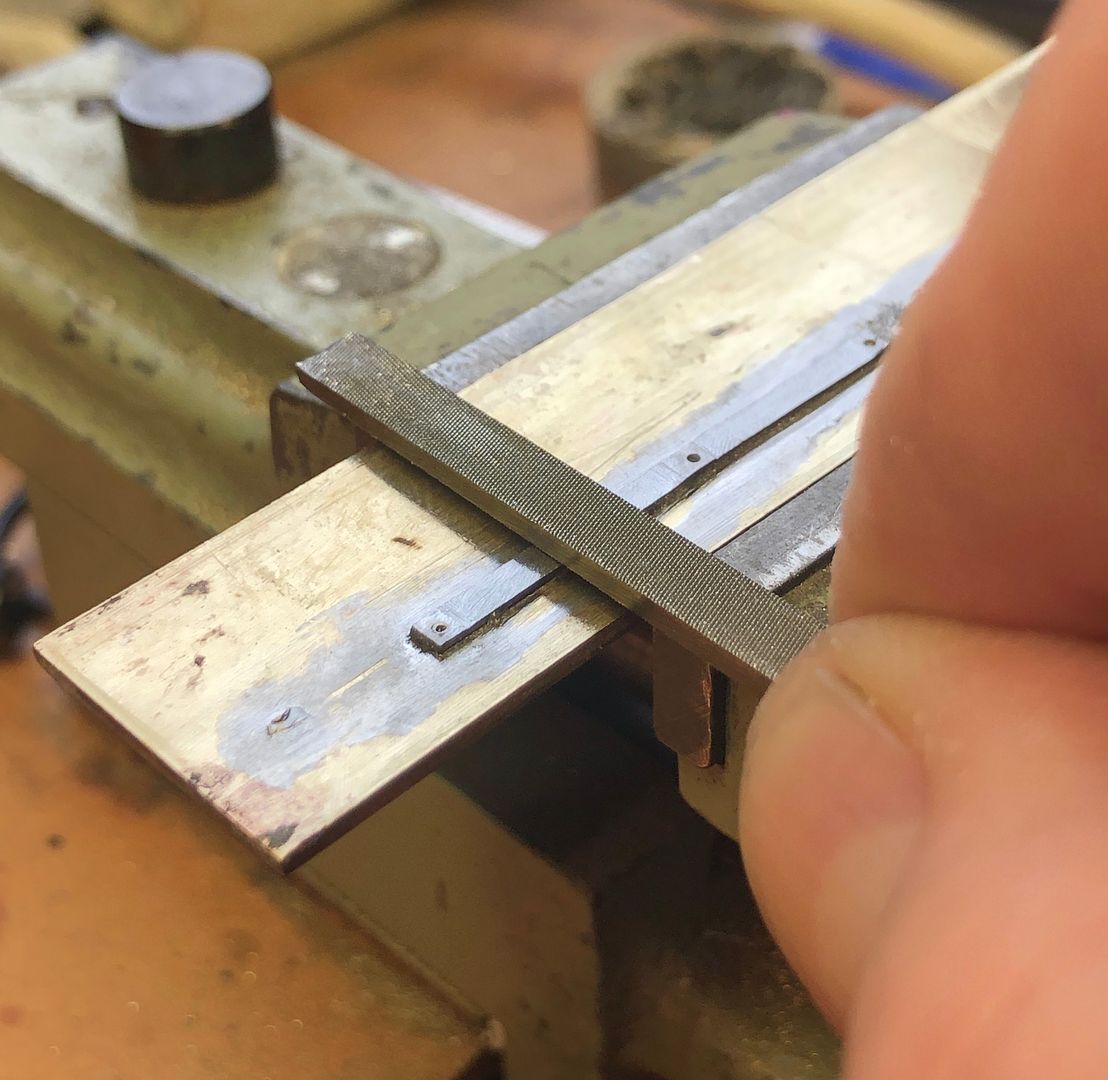
The flutes were made by using the same marking gauge, with a gramophone needle tip ground to a chisel shape for planing out the flute in the rods (which may have been how the originals were made).


Once this was completed, the brass was reheated with the blow torch and the two, very wide, coupling rods removed.

These were then reduced in height using drills through the rod holes to locate them in the vice. I use my fingernail to act as a stop, against which the safe edge of the file will run, when filing the areas that are difficult to see
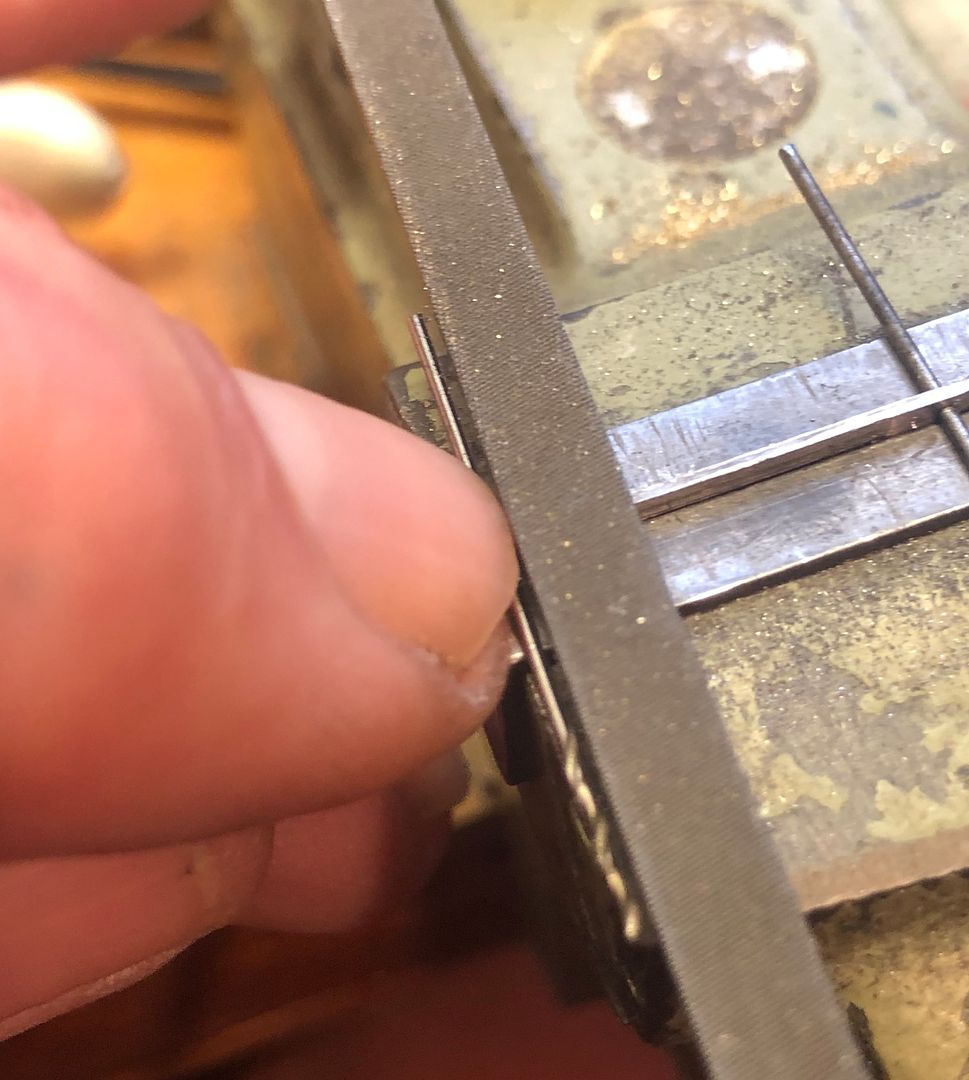
A ‘stop’ is filed into the steel and then the material in the middle can be easily removed, finishing off with draw filing.

Final finishing includes filing in the oil caps and rounding off a few corners.

The rods are a bit smaller than Denys’ ones, but the bearing surface is greater. Steel is also much stronger than nickel silver when making valve gear.
The chassis was assembled, wheels quartered and after a few minor tweaks of the coupling rods it was sufficiently free turning to bond the motor gear box to the Tri-ang type cut outs in the frames with 24 hr epoxy adhesive. The worm simply rests lightly on the worm wheel whilst the adhesive is curing. The motor casing had some insulating fag paper and 24hr epoxy wrapped onto the area that would be next to the frames, well ahead of final fixing to the chassis.
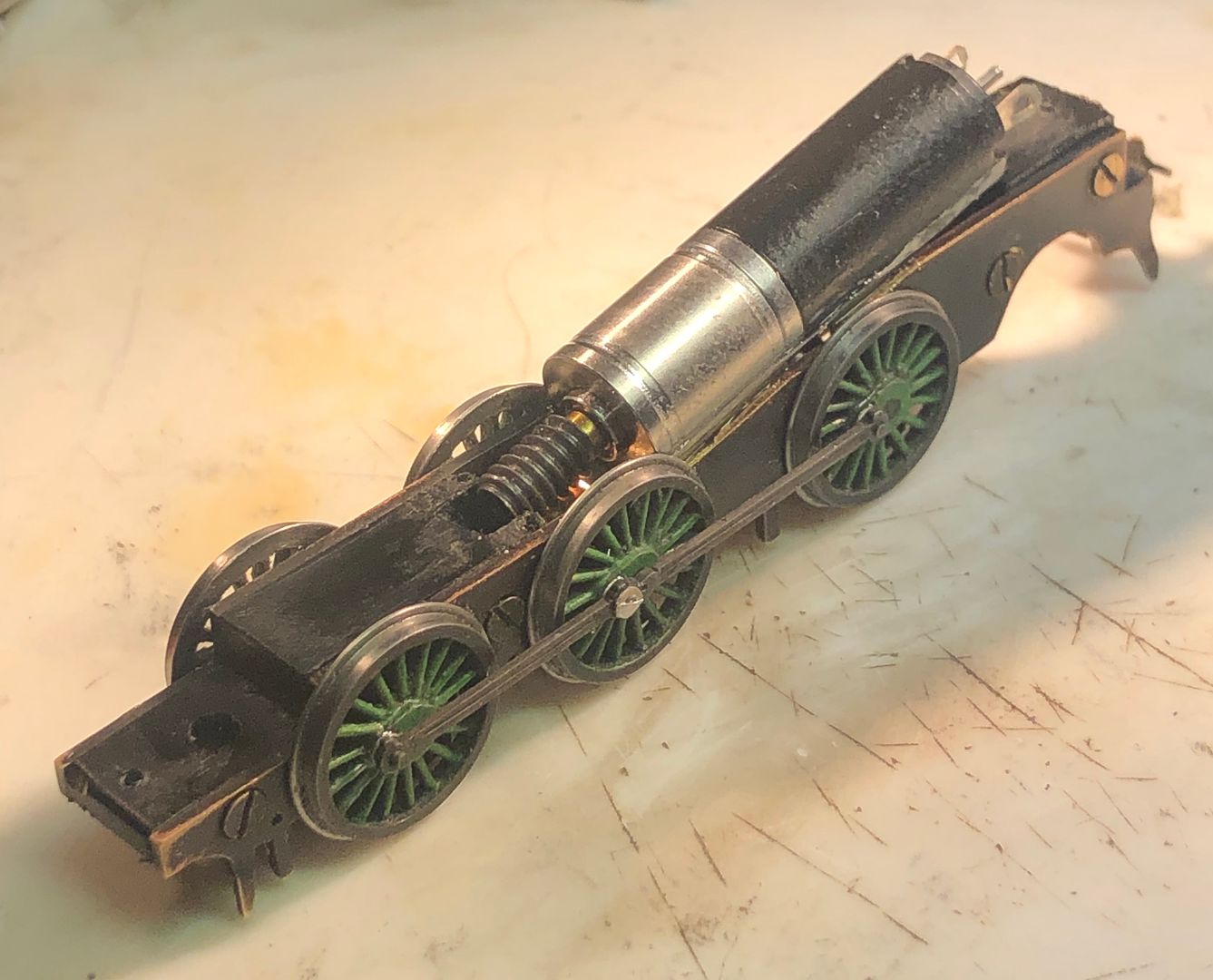
It may seem sloppy practice to glue a motor in place, but there is no maintenance possible on the motor-gear box. If the worm wears then a sharp tap with a screw driver underneath will break the glue joint and the final drive gears can be replaced. We have used this approach on quite a few of the tank engines on CF. The engine hasn’t yet turned its wheels in anger with the new chassis (the adhesive is curing as I write this), but it should be alright. More to the point, we will have had a replacement chassis made within a week of failure: there will probably have been a bit more than 12hrs work to get this chassis running, but that was mainly due to the need to make some fluted coupling rods.
Tim

It is very rare for me to have two engines on the go at once, but I thought this deserved a ‘12 hour chassis’ - so it jumped the queue.

On examination, I found that the 1/16” axles were worn by 0.1mm.

They were put in a step collet and have been re-profiled to 1.5 mm diameter.

On looking closer I also noted significant wear on the coupling rod pins. Denys had used remarkably thin (for him) steel for the rods and it had ‘cut in’.

The original chassis has been made with brass frames and tapped acetal spacer blocks. The frames were separated from the blocks and one was sweated to two pieces of brass to act as a pattern for the replacement chassis.

The old holes were located using an equivalent size drill upside down as a plug fit in the drill press, with the frames held accurately in a vice on the X - Y table of my mill - drill. Once the location was correct, the drill was used correct way up to make the hole. The axle holes were drilled by dead reckoning, using the table to set the coupled wheelbase.
Once all the holes were made, the new chassis was filed up to shape using the old one as a pattern: the image shows the three pieces still sweated together.

I was able to use quite a lot of Denys’ original chassis components, although the drive system will be quite different, with a Maxon motor and 1:4 gearbox driving onto a 21:1 worm & worm wheel.

The coupling rods were made from two quite thick steel blanks sweated together with the holes again drilled by dead reckoning in the mill / drill. These were soldered to a 1/2” x 1/6” thick steel strip, taking care to make sure that they were parallel with one edge. This was achieved by tinning the components, holding them in place with some clips and then using a miniature marking gauge to nudge them parallel with the edge. A quick flash with the blow torch and liquid flux melted the solder to attach them to the brass.

The area between the bearings was thinned down using the brass strip to hold the rods in the vice and then draw filed to make a flat surface. The raised bearing areas help to stop the fluting extending.

The flutes were made by using the same marking gauge, with a gramophone needle tip ground to a chisel shape for planing out the flute in the rods (which may have been how the originals were made).


Once this was completed, the brass was reheated with the blow torch and the two, very wide, coupling rods removed.

These were then reduced in height using drills through the rod holes to locate them in the vice. I use my fingernail to act as a stop, against which the safe edge of the file will run, when filing the areas that are difficult to see

A ‘stop’ is filed into the steel and then the material in the middle can be easily removed, finishing off with draw filing.

Final finishing includes filing in the oil caps and rounding off a few corners.

The rods are a bit smaller than Denys’ ones, but the bearing surface is greater. Steel is also much stronger than nickel silver when making valve gear.
The chassis was assembled, wheels quartered and after a few minor tweaks of the coupling rods it was sufficiently free turning to bond the motor gear box to the Tri-ang type cut outs in the frames with 24 hr epoxy adhesive. The worm simply rests lightly on the worm wheel whilst the adhesive is curing. The motor casing had some insulating fag paper and 24hr epoxy wrapped onto the area that would be next to the frames, well ahead of final fixing to the chassis.

It may seem sloppy practice to glue a motor in place, but there is no maintenance possible on the motor-gear box. If the worm wears then a sharp tap with a screw driver underneath will break the glue joint and the final drive gears can be replaced. We have used this approach on quite a few of the tank engines on CF. The engine hasn’t yet turned its wheels in anger with the new chassis (the adhesive is curing as I write this), but it should be alright. More to the point, we will have had a replacement chassis made within a week of failure: there will probably have been a bit more than 12hrs work to get this chassis running, but that was mainly due to the need to make some fluted coupling rods.
Tim
-
Tim Watson
- GER D14 4-4-0 'Claud Hamilton'
- Posts: 310
- Joined: Mon Oct 24, 2016 11:37 am
Re: Copenhagen Fields & TFW’s workshop
The N2 has gone back together as before and runs OK.

https://youtu.be/i5NZ39ijqd4
https://youtu.be/idK7IpKjLgY
It desperately needs the destination boards fore & aft (and some other details). Does anyone have any images of these or better still, artwork, that I might use.
Thanks
Tim

https://youtu.be/i5NZ39ijqd4
https://youtu.be/idK7IpKjLgY
It desperately needs the destination boards fore & aft (and some other details). Does anyone have any images of these or better still, artwork, that I might use.
Thanks
Tim
-
Tim Watson
- GER D14 4-4-0 'Claud Hamilton'
- Posts: 310
- Joined: Mon Oct 24, 2016 11:37 am
Re: Copenhagen Fields & TFW’s workshop
Back to working on Valour and the reversing rod and box have been fitted. Quite straightforward use of the etch for this, although I replaced the reversing linkage box with a lump of brass. It was easier to file it up from the solid rather than fiddle with the etching supplied in the kit. It will be handy to have a removable boiler for painting as the linkage is tucked in very close.

I have also turned up the smokebox door from nickel silver rod, so that the door sealing ring can be cleaned up as bright metal. It may stay removable as it locates accurately with a spigot so that the sealing ring edge is nice and sharp.
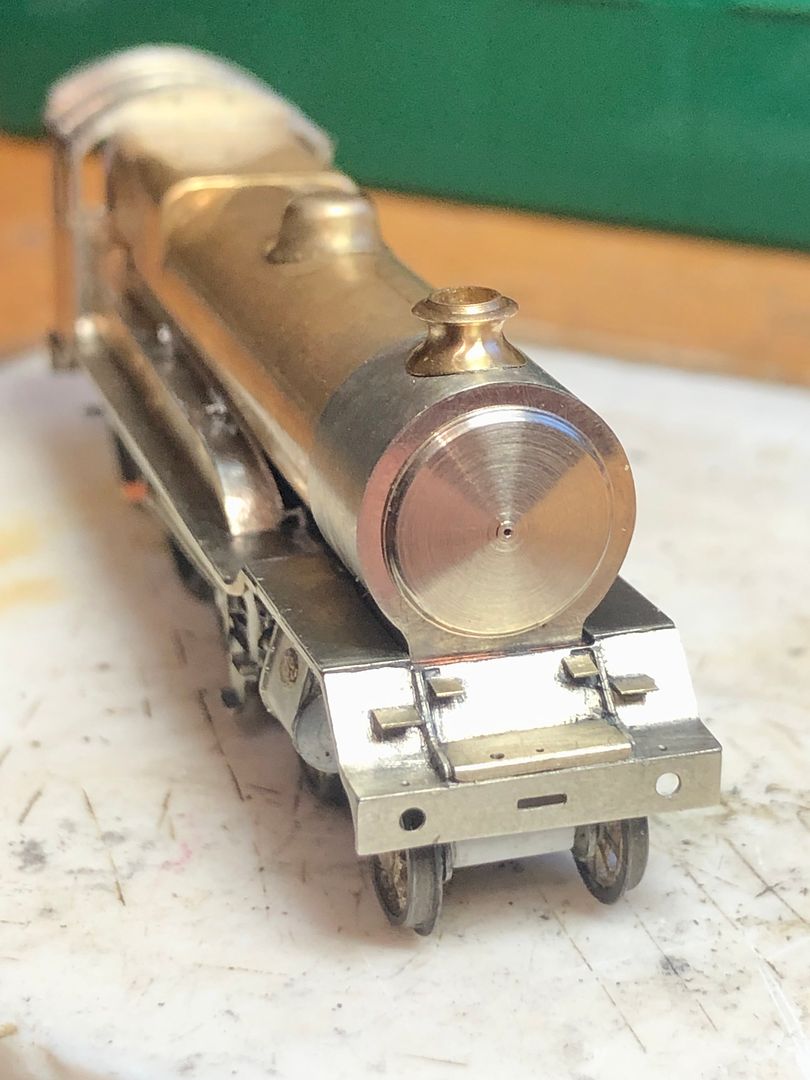
I do like this stirring photo; it also shows a wonky buffer which Valour carried for quite a while. Shouldn’t be too difficult to mimic that!

Tim

I have also turned up the smokebox door from nickel silver rod, so that the door sealing ring can be cleaned up as bright metal. It may stay removable as it locates accurately with a spigot so that the sealing ring edge is nice and sharp.

I do like this stirring photo; it also shows a wonky buffer which Valour carried for quite a while. Shouldn’t be too difficult to mimic that!

Tim