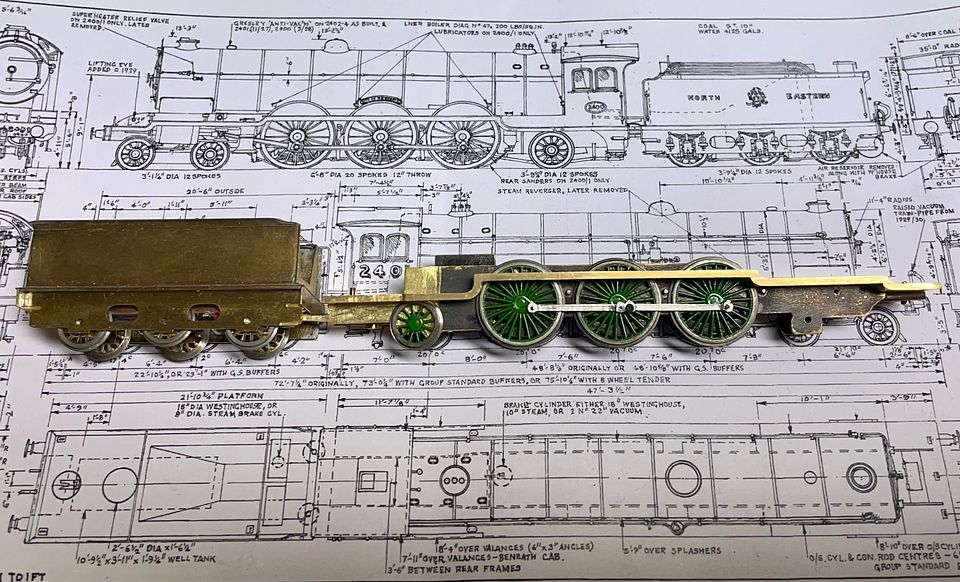
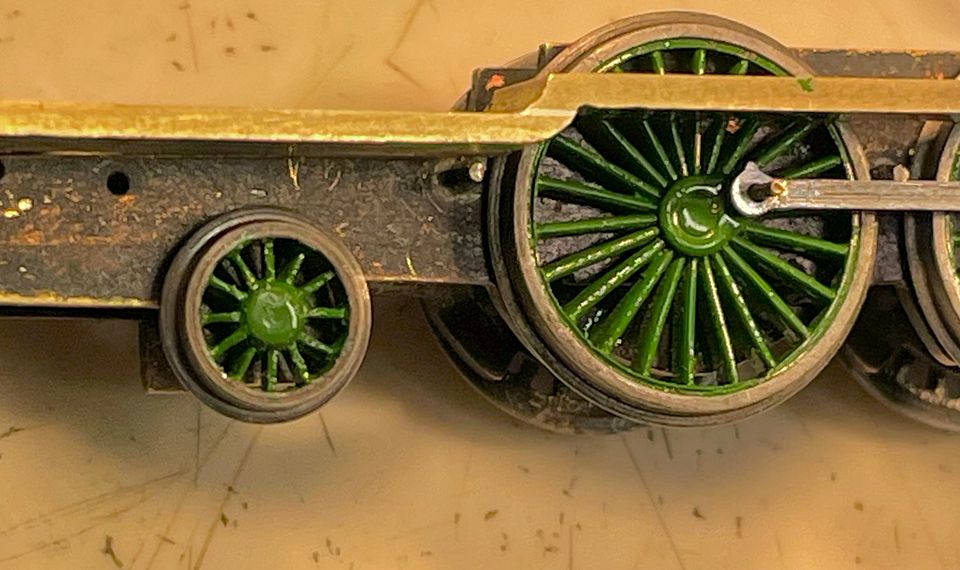
Well, I changed my mind. The front bogie wheels had been giving me pause for thought as they are of typical NER pattern 12 spoke at 3’ diameter.

(Photo courtesy Blandford 1969 from RMWeb)
The Association only makes a ten spoke wheel at that diameter.

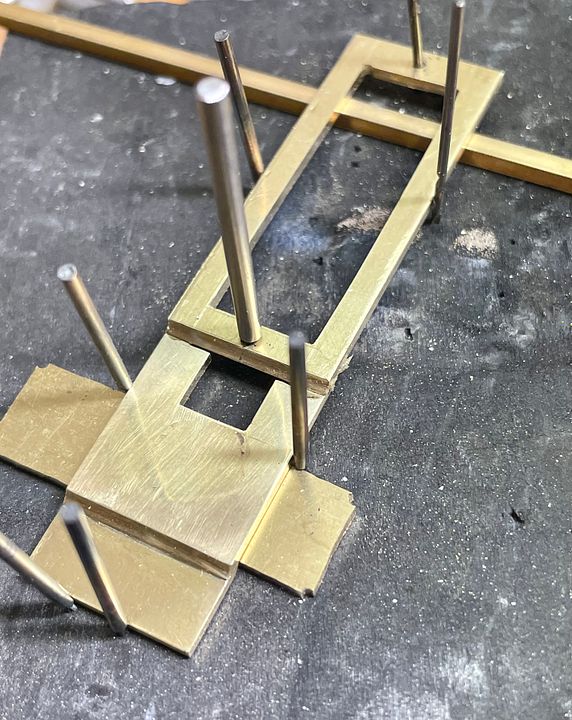
There is a school of thought that says you never see the spokes when the wheels are going round. That is perfectly true, of course, but it somewhat irritates me to see the wrong wheels under an engine, especially when they are so characteristic of a particular railway. I have made wheels in the past and was resigned to turning up some steel blanks for the purpose. It then occurred to me that the ten spoke wheel could easily by converted, so eight of the spokes were cut out with a piercing saw: one cut near the hub, the other at the perimeter.

The cutting scars were filed away and the hub reduced in size as well as the rim: I wanted the spokes to be as long as possible - many model wheels are too heavy in these areas.

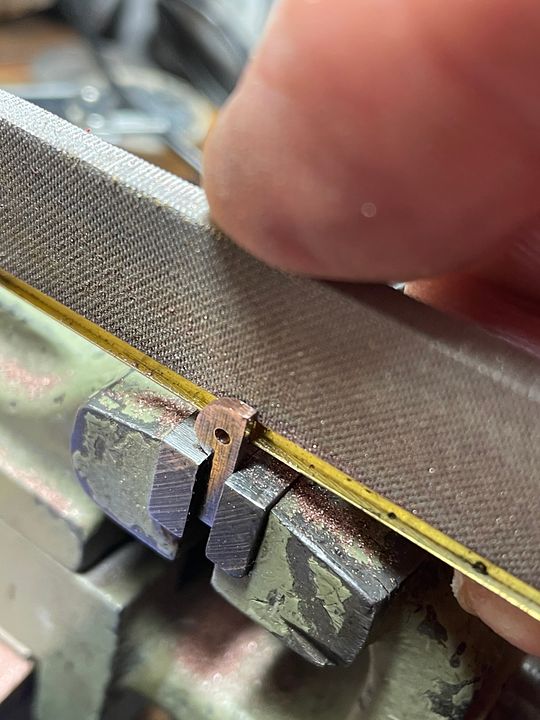
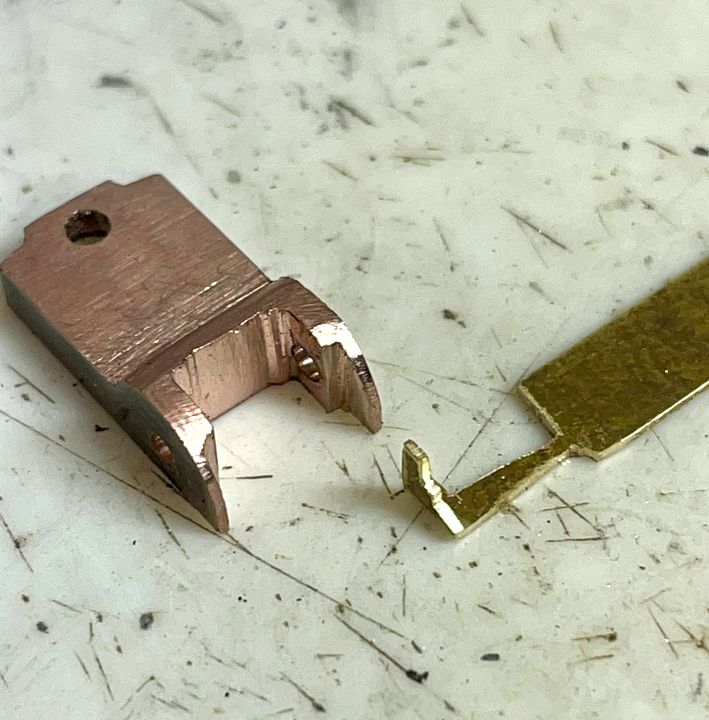
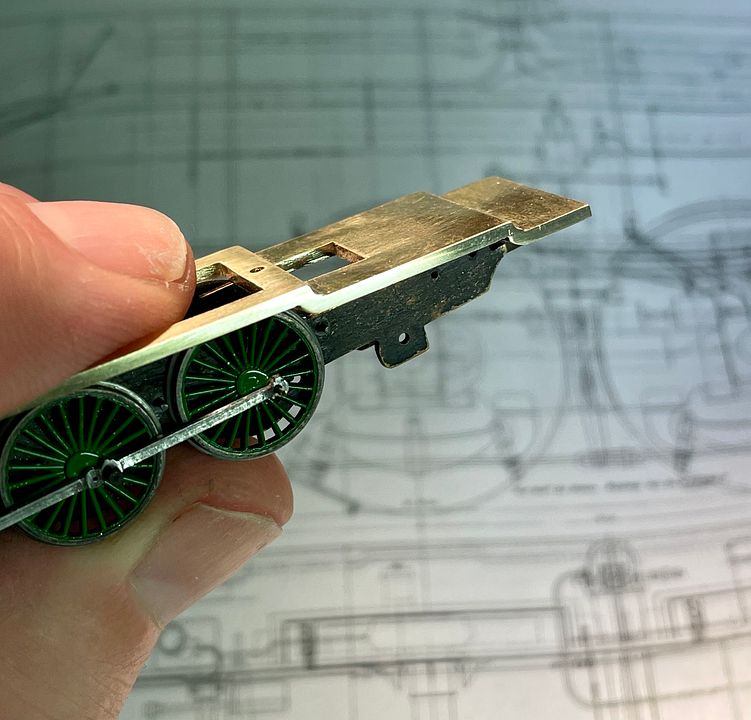
The ten replacement spokes were made from 10thou black styrene cut into a small rectangle that was very slightly trapezoidal in shape. This gives just a slight friction fit between the hub and rim. Setting up these spokes was easy, they were in essence a clock face. The penultimate styrene spoke can be seen ready for placement on my finger tip.

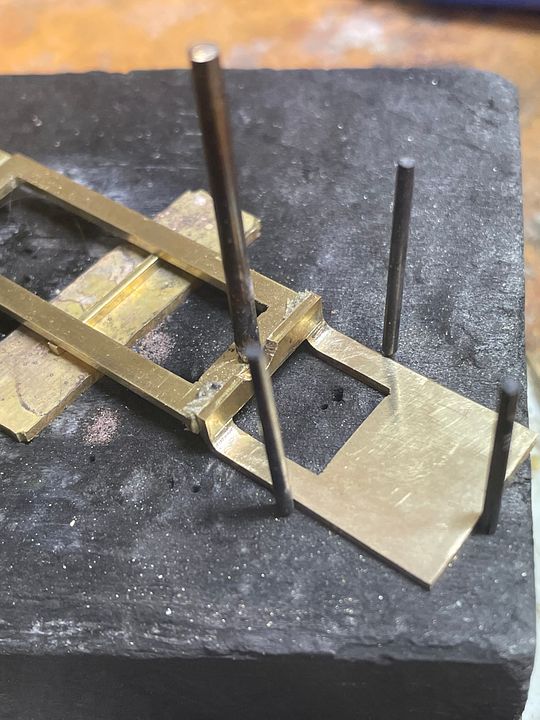
Once the spokes were in position a minute drop of ultra low viscosity cyanoacrylate adhesive was flooded into the end of the spokes, using a fine pin. Super glue can be slowed down in ‘going off’ by placing a drop onto a plastic bag to pick up from. Once set, the spokes were trimmed to shape using a scalpel and an ultra sharp chisel.

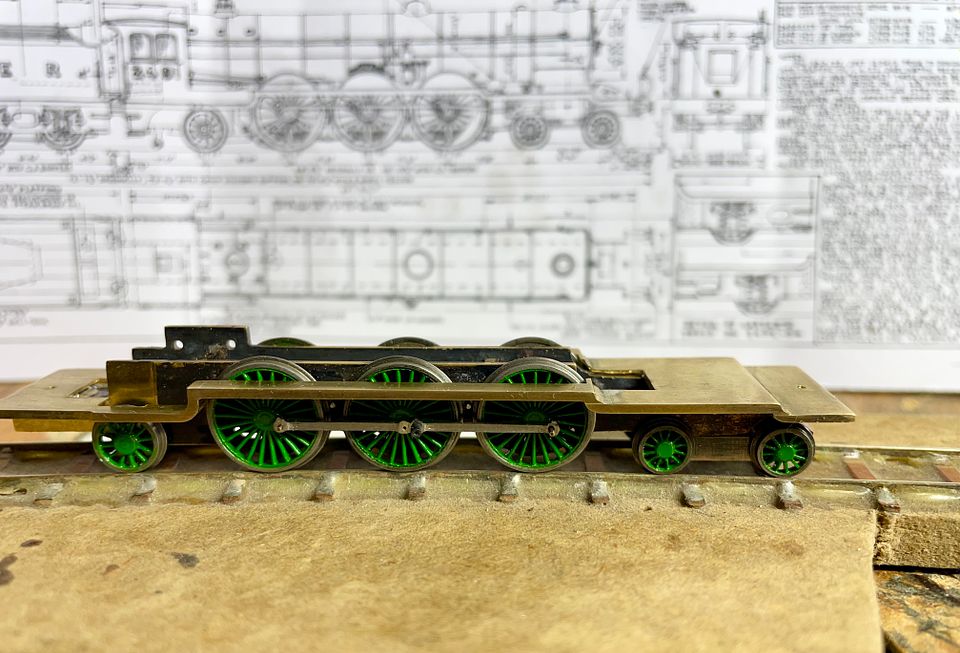
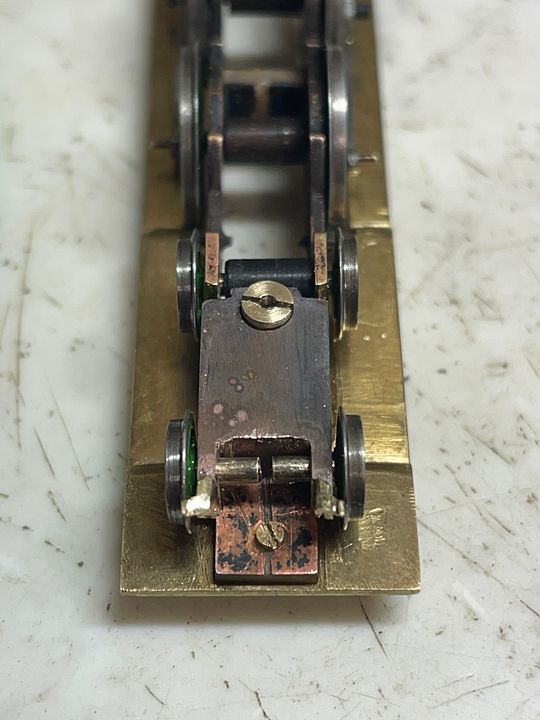
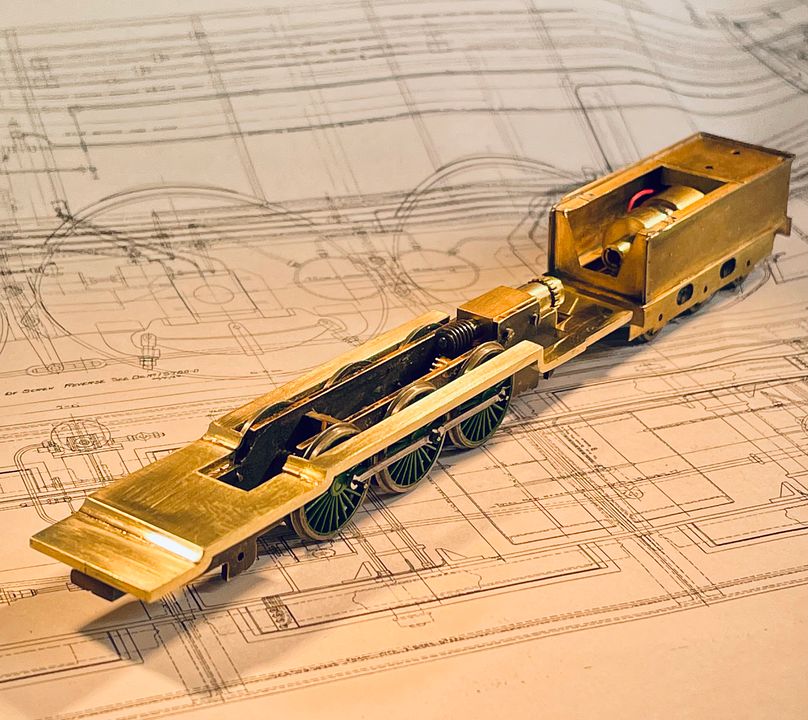
The wheels were then given a coat of NER green: they are looking a bit vulgar in this photo. The wheels will hopefully look better when the rims and hub are black.

Worth all the effort? A few hours work - what do you think?
Tim




 [/URL]
[/URL]
 [/URL]
[/URL]
 [/URL]
[/URL]








 [/URL]
[/URL]